
Автор: Мезерницкий Александр Юрьевич (aka Alex Diesel)
Как выглядит отличный двигатель? Он ржавый! Да, да именно так! Если ни через одно уплотнение не подтекает топливо или масло двигатель будет именно таким — запыленным и ржавым. Увы, такое встречается нечасто, но если при поисках неновой машины Вам попалась именно такая, можете брать ее спокойно — это будет хорошее приобретение.
ПРОКЛАДКИ предназначены для уплотнения неподвижных соединений. Как правило, изготавливаются из специального картона, паронита, фибры, асбестового картона, пробки. Кроме этого на современных моделях двигателей часто применяют прокладки штампованные из тонкого металлического листа. Для улучшения уплотнительных свойств, прокладки иногда покрывают слоем или полосками герметика. Прокладки с нанесенным герметиком должны быть упакованы герметично, и после вскрытия упаковки немедленно поставлены на место и притянуты. Как правило, на эту процедуру отводится 20 минут.
Довольно частая ситуация: при отделении какого либо узла, прокладка не порвалась и целиком осталась приклеенной к одной из поверхностей стыка. Ну, разве только слегка надорвалась в паре мест. Принимается решение — не тратить время на отделение прокладки и изготовление, либо покупку новой. Вместо этого старая прокладка покрывается при сборке толстым слоем столь любимого у нас рыжего силиконового герметика. Что получается в итоге? Весь герметик выдавливается как наружу, так и во внутрь двигателя. Старая прокладка уже хорошо послужила, сильно выжата и не может больше деформироваться при новом обжатии для уплотнения неровностей стыка. Кроме того, та сторона прокладки, что не оторвалась от ответной поверхности гарантированно рано или поздно протечет. Ну а герметик, оказавшийся внутри двигателя начнет свое губительное путешествие по масляным и водяным каналам.
Единственно правильным методом является безусловная замена абсолютно любых прокладок. Это не самая легкая и приятная процедура. Старые прокладки удаляют неострыми ножами или скребками. Многие стыкуемые поверхности изготовлены из алюминиевого сплава, который легко повредить, отдирая прокладку. Однако не столь опасно повредить поверхность, как оставить неудаленный кусочек уплотнения. Поэтому после очистки весь разъем проходят пальцами, отыскивая остатки прокладки. Для надежности рекомендуется, в качестве финишной процедуры, пройти разъем шлифовальной шкуркой на бруске. Если есть сомнения в том, что поверхность разъема пострадала при очистке, воспользуемся герметиком. Как это делать, будет описано в специальном разделе. Иногда при ремонте производится разборка только какого-либо одного узла, и покупать набор прокладок невыгодно. А отдельные прокладки к моторам иностранного производства продаются только в дилерских центрах, стоят дорого и ждать их приходится неделями. Приходится их делать самому. Процедура изготовления прокладок придумана еще нашими прадедами, однако известна далеко не всем. А ведь любая, даже самая сложная прокладка (кроме ПГБ) может быть изготовлена в считанные минуты. Для этого деталь зажимается в тиски или укладывается на стол поверхностью разъема наверх, на нее накладывается прокладочный материал и пальцем продавливается в диаметрально противоположных местах в зоне отверстий под болты. Затем намеченные отверстия пробиваются просечками, материал вновь накладывается на разъем и фиксируется через пробитые отверстия болтами (рис. 1).
|
| Рис. 1. Технология изготовления прокладки |
Теперь, обстукивая прокладочный материал по наружному контуру детали маленьким молотком, вырубаем наружный контур прокладки (рис. 2).
 |
| Рис. 2. Вырубка наружного контура прокладки |
После этого, приподнимая прокладку над деталью, находим места отверстий под остальные болты и намечаем их, продавливая пальцами. Снимаем прокладку с детали и пробиваем все отверстия под болты. Затем снова крепим прокладку на деталь и прорубаем внутренний контур. Прокладка готова (рис. 3а и 3б).
 |
 |
| Рис. 3а. Готовая прокладка |
Рис. 3б. Снятая прокладка |
Одной из частых причин течи через прокладки является неправильная сборка сопрягаемых деталей. Довольно часто приходится видеть как болты поочередно устанавливаются на свои места и сразу же затягиваются до отказа. Сопрягаемые поверхности могут иметь крохотную неровность, из-за которой возникнет перекос при сборке, иногда чреватый даже поломкой деталей. Кроме того, из-за довольно широкого допуска на расположение отверстий, в деталях, может возникнуть следующая проблема. Вы последовательно вставили и затянули несколько болтов, и вдруг обнаружили, что следующий уже не хочет легко вворачиваться на место, а более дальние вообще даже не вставляются в отверстия. Выходят из положения по-разному. Иногда применяя бородки и молотки, иногда ослабляя крепеж и двигая деталь. Для того чтобы такого не случилось, детали соединяют следующим способом: сначала все болты вставляют в отверстия и наживляют в резьбу. Затем все по очереди подтягивают до касания с собираемой деталью, после чего болты зигзагообразно понемногу подтягиваются и затягиваются окончательно. Все вроде бы просто, а сколько людей потрепали себе нервы на этом!
Немало проблем возникает из-за течи из под пробковых прокладок, которыми часто уплотняются масляные поддоны и клапанные крышки. Клееный листовой пробковый материал очень рыхлый и не предназначен для больших нагрузок. Для того чтобы пробковые прокладки надежно работали, они должны монтироваться с ограничителями величины сжатия. На двигателях иностранного производства применяются, как правило, жесткие вставки вокруг отверстий крепления прокладки (рис.4а). На двигателях ВАЗ ограничение сжатия прокладки клапанной крышки осуществляется за счет специального заплечика на крепежных шпильках (рис. 4б). Попытки устранить течь из под пробковых прокладок без ограничителей сжатия простой подтяжкой, приводят к раздавливанию прокладки и усилению течи.
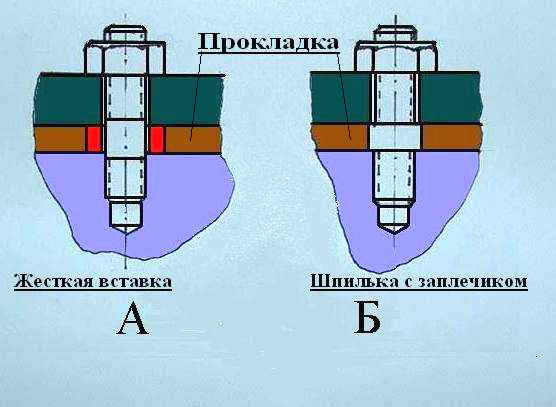 |
| Рис. 4. Разные типы ограничителей сжатия |
Отдельно следует поговорить о прокладке головки блока (ПГБ). Ее работоспособность часто озадачивает владельцев автомобилей. Прежде всего, надо сказать, что головка блока в легковых автомобильных дизелях в момент вспышки в каждом цилиндре испытывает нагрузку 6-10 тонн. Для противостояния таким силам, болты головки блока затягивают с очень большим усилием. Сила затяжки болтов столь велика, что на алюминиевых головках блока происходят продавливания от контакта с прокладкой. Если плоскость головки блока перед сборкой не прошлифовать, то вероятность пробоя прокладки будет чрезвычайно велика. Это особенно актуально для двигателей с металлопакетной прокладкой. Особо следует уточнить, что головки блока дизельных двигателей с вихрекамерным смесеобразованием необходимо именно шлифовать, а не фрезеровать. При фрезеровании резцы фрезы отжимаются на твердом и вязком материале вихревставок и затем вгрызаются в алюминий, образуя риски, подчас очень глубокие.
Возвращаясь к процедуре замены прокладки головки блока необходимо пояснить, почему для этого узла применяется специальная схема затяжки болтов. Как было сказано, болты ГБЦ затягиваются очень большим усилием. Каждый болт развивает силу в несколько тонн. Под усилием болтов прокладка сжимается, и головка блока прогибается.
Если мы начнем затягивать сначала наружные болты, головка блока выгнется серединой вверх (рис. 5а) и при последующей затяжке средних болтов либо не прижмется, либо растянет прокладку. Чтобы этого не происходило, болты головки блока затягивают от середины к краям (рис. 5б) и выгнувшаяся головка без напряжений прижимается к блоку. Кстати отворачивать головочные болты надо в порядке обратном затягиванию, и это уже не для сбережения прокладки, а для меньшей деформации головки блока.
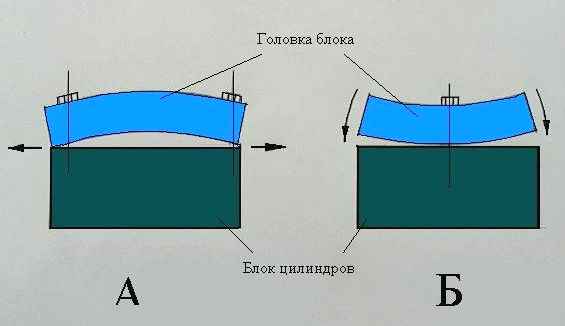 |
| Рис. 5. Порядок затяжки головки блока |
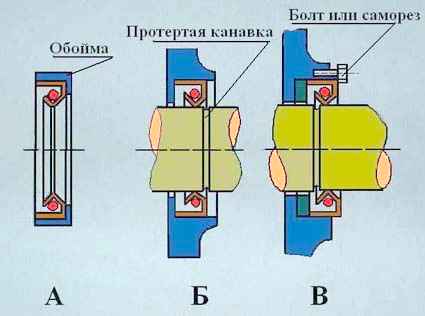
САЛЬНИКИ уплотняют подвижные вращающиеся соединения. Очень частой причиной течи из под сальников является износ резиновых кромок и потеря эластичности материалом сальника. Это известно всем. А вот то, что сальник протирает в уплотняемом валу канавку (рис. 6) и часто очень глубокую, знают далеко не все.
 |
| Рис. 6. Выработка на валу от сальника |
Если, заменяя сальник, мы заставим работать его по протертой канавке, то долго он не прослужит. Поэтому, отдавая в шлифовку коленчатый, или иной, вал всегда надо оговаривать шлифовку, как чисто, и сальниковых шеек. При этом надо оговаривать шлифовку сальниковых шеек за одну установку с коренными шейками вала. Если это не оговорить сальниковая шейка будет бить относительно коренных и сальник долго не прослужит. Бояться ослабления натяга сальника за счет уменьшения размера вала не стоит, так как нормально сальник имеет натяг по валу около миллиметра, а сошлифовывать выработку на валу редко приходится более чем на 0.3 мм. В крайнем случае, пружинку сальника можно укоротить на 2-5 миллиметров и тем самым восстановить натяг. Однако, иногда величины износа сальниковых шеек бывают столь велики, что сильное занижение может непоправимо ослабить натяг. В этих случаях приходится либо гильзовать сальниковую шейку, напрессовывая на нее рубашку, либо восстанавливать ее методами нанесения металла (плазменным, газопламенным, электрометаллизационным). Ну и само собой разумеется, что обрабатывать рубашку или напыленный слой необходимо совместно с опорными шейками вала.
Иногда в силу тех или иных причин восстановление напрессовкой рубашки или нанесением металла оказывается невозможным. Тогда у нас в запасе есть возможность применить сальник меньшего размера. Например, вместо сальника с внутренним диаметром 45 мм и наружным 60 мм можно подобрать сальник с внутренним размером 44 мм и наружным 60, а сальниковую шейку занизить до тех же 44 миллиметров. Ассортимент зарубежных производителей сальников позволяет найти альтернативу. Однако и тут можно столкнуться с невозможностью подобрать необходимое изделие. Тогда можно использовать сальник с внутренним диаметром 44 мм, и с наружным, допустим 55, поместив его в специальную обойму (рис. 7а), вместе с которой он будет запрессован на место.
 |
| Рис. 7. Технология восстановления сальника |
Часто возникают ситуации, когда вообще не представляется возможным любым образом восстановить изношенную сальниковую шейку. Например, когда течь обнаружена при замене ремня газораспределительного механизма. В таком случае приходится смещать сальник в своем гнезде в осевом направлении так, чтобы его кромка не работала по изношенной поверхности шейки (рис. 7б). Такой опыт известен многим, равно как известно и то, что сальник, не посаженный полностью на свое место, имеет склонность к выползанию из него. Только вот борются с этой склонностью, увы, очень часто с помощью герметика. А герметик (в особенности всеми любимый рыжий) ничего не склеивает. Кроме того герметик, при запрессовке сальника, абсолютно весь выдавливается в полости двигателя, а там для него раздолье напакостить. Единственно правильными решениями для предотвращения смещения сальника в корпусе можно считать приклеивание его бакелитовым лаком (смазав очень тонким слоем отверстие в корпусе и наружную поверхность сальника) или нанесение чеканки по периферии отверстия корпуса для закрепления сальника. Иногда в особенно трудных и ответственных случаях приходится смещать сальник в корпусе прокладками и фиксировать его винтами (рис. 7в).
Отдельно следует остановиться на конструкции сальниковых уплотнений применяемых на японских моторах (чаще всего ISUZU). В этих моторах для сохранения сальниковых шеек при последующих ремонтах применяются сальники, работающие по тонкой жестяной рубашке, напрессованной на вал (рис. 8 и 9).
 |
 |
| Рис. 8. Рубашка переднего сальника коленвала |
Рис. 9. Рубашка заднего сальника коленвала |
Заменить такой сальник на моторе можно только при условии неповрежденной поверхности рубашки и исключительно с помощью технологической сборочной оправки (рис. 10). Попытки замены сальника без оправки приводят только к повреждению сальника. Оригинальные сальники продаются вместе с жестяной рубашкой, что может побудить к попытке замены ее.
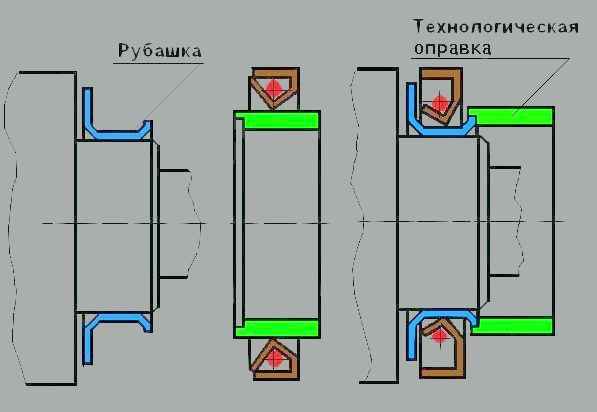 |
| Рис. 10. Технология замены сальника с помощью оправки |
Рубашка очень тонкостенная, и ее нормальная замена возможна только на снятом валу методом горячей сборки. В случае необходимости замены подобных сальников наиболее рациональным следует считать следующую схему: рубашка очень осторожно удаляется с шейки коленвала, а сальник приобретается неоригинальный, специально имеющий несколько более плотный внутренний размер. Или же ставится оригинал с укорачиванием стяжной пружины.
Еще одна конструкция сальников, требующих спецоснастки, это пластмассовые сальники ФОРДовских двигателей. Эти сальники не имеют стягивающей пружины и поэтому требуют особой аккуратности при сборке. Если эти сальники произведены достойным производителем, то они обязательно укомплектованы пластиковым приспособлением для сборки. В фабричной упаковке это приспособление в виде кольца вложено в сальник. Отсутствие приспособления — прямой повод отказаться от покупки.
РЕЗИНОВЫЕ КОЛЬЦЕВЫЕ УПЛОТНЕНИЯ предназначены для уплотнения неподвижных соединений, в тех случаях, когда требуется обеспечить герметичность одновременно с точным и мощным креплением сопрягаемых деталей. К величайшему сожалению, принцип работы и назначение этого вида уплотнений практически неизвестен ремонтникам. Иначе как объяснить поголовные попытки обеспечить герметичность стыков подмазыванием герметика под резиновые кольца?
Итак, каким образом работает резиновое уплотнительное кольцо? Резиновыми кольцами круглого сечения уплотняют всевозможные соединения типа трубопроводов и плоские стыки. Принцип работы кольца всюду одинаков, поэтому для краткости рассмотрим уплотнение плоского стыка. Таких узлов в моторах множество: водяная помпа на 5 и 6 цилиндровых VW, соединение вакуумного насоса с генератором, крышка топливного насоса высокого давления и множество других узлов. Резиновое кольцо размещается в канавку, проточенную или профрезерованную в корпусе (рис. 11а). При этом обязательно должно соблюдаться два условия:
 |
| Рис. 11. Уплотнения с помощью резинового кольца |
При возникновении в полости корпуса избыточного давления, среда (топливо, масло, газ) по шероховатостям поверхностей проникает в канавку и деформирует кольцо (рис. 11г), что способствует улучшению уплотнения. И чем давление выше, тем качественнее уплотнение. Если же кольцо от старости потеряло эластичность и деформировалось, попытки устранить протечку с помощью герметика только усугубляют ситуацию.
Слой герметика выдавится даже самым малым давлением, а кольцо, и без того просевшее, получит еще меньший обжим. Ассортимент выпускаемых отечественной промышленностью колец круглого сечения очень широк, а зарубежной — вообще необозрим, так что проблема отсутствия деталей на сегодняшний день не очень актуальна. Кроме того, довольно просто изготовить резиновые кольца, для работы в статических условиях, склеив их из резинового шнура (фирма LOCTITE выпускает даже специальный набор для склеивания любых колец). Ну и уж если ситуация напряженная, и покупка колец невозможна, существует еще два способа решения проблемы. Первый — изготовить подкладку под резиновое кольцо, чтобы увеличить его выступание над корпусом (рис. 11д).
Второй — изготовить необходимое кольцо. Все что для этого надо: сырая масло-бензостойкая резина, токарный станок и сушильный шкаф или на худой конец бытовая духовка. Прессформа и готовые кольца показаны на рис. 12. Прессформу по вашим эскизам изготовит любой токарь. Важно только, чтобы ее внутренняя поверхность была хорошо отполирована. Закладывать нужное количество сырой резины вы научитесь с 2-3 попыток. Ну а завулканизировать изделие при температуре 140 градусов в течение 20 мин уж и совсем не фокус.
 |
| Рис. 12. Прессформа для изготовления резинового кольца |
УПЛОТНИТЕЛЬНЫЕ ШАЙБЫ предназначены для уплотнений всевозможных резьбовых уплотнений. Изготавливаются, как правило, из меди (многоразовые) и из чистого алюминия (одноразовые). Медные шайбы, как для первичного, так и для повторного использования должны быть отожжены, для придания металлу мягкости и податливости. Отжиг осуществляется нагревом любым способом до светло-красного цвета, после чего шайба немедленно погружается в воду. Медь после этой процедуры приобретает розовый цвет и становится столь мягкой, что шайбы можно гнуть пальцами.
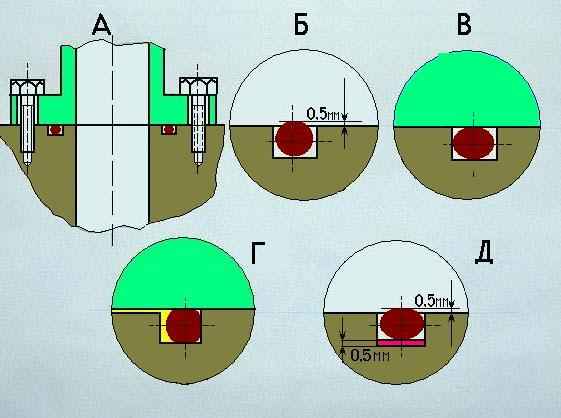
Казалось бы, что уж может быть проще уплотнений шайбами? Однако неправильный выбор внутреннего диаметра шайбы или ее высоты может привести к неплотности соединения (рис. 13). И что уж совсем поразительно, так это то, что мне доводилось видеть попытки исправить неправильный подбор шайбы герметиком.
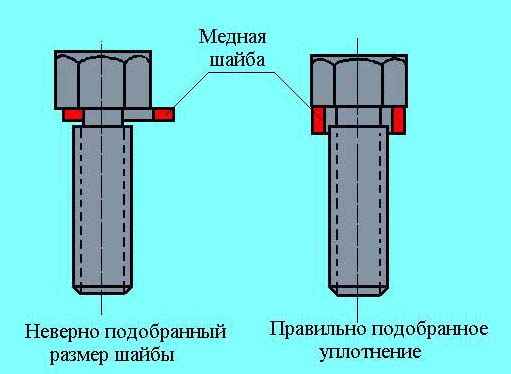 |
| Рис. 13. Уплотнение шайбами |
Еще одной частой ошибкой является постановка двух медных шайб одновременно. Часто приходилось сталкиваться с таким решением, и всегда такие соединения потели.
Еще одним частным случаем уплотнения шайбами является уплотнение форсунок в головке блока. В очень многих моторах (VW, MB, Ford) применяются специальные уплотнительные (они же пламягасящие или теплоотводящие) шайбы (рис. 14), которые можно только купить и никаких иных вариантов тут не существует.
 |
| Рис. 14. Шайбы под форсунки |
Но во многих моторах (TOYOTA, NISSAN, OPEL, FIAT) применяются штампованные шайбы, а так же так называемые “дутыши” (рис. 15).
 |
| Рис. 15. Дутые шайбы под форсунки |
Практика показывает, что эти виды шайб с успехом могут заменять друг друга. В условиях некоторых сервисов имеющих трудности со снабжением, изготовление таких шайб не представляет никаких трудностей. На рис. 16 показана прессформа, на которой автор 15-20 лет назад изготавливал уплотнительные шайбы.
 |
| Рис. 16. Прессформа для изготовления дутых шайб |
ШЛАНГИ — казалось бы, что тут может быть хитрого? Однако совсем не редка ситуация когда в охлаждающую жидкость попадает масло или снаружи на них протекает топливо. Резина набухает, и размер шланга становится существенно больше, чем у патрубка (рис. 17).
 |
| Рис. 17. Деформированный патрубок |
 |
| Рис. 18. Поврежденный патрубок |
Но не тут то было! Накладывают мощный хомут, а то и пару и под шланг набивают что? Правильно! Все тот же герметик! Причем в недопустимости намазывания герметика на соединения шлангов с патрубками мне не всегда удавалось разубедить даже очень приличных инженеров. Ответ — “ты абсолютно прав, но я знаю, как надо намазать”. И мажет, как щедрая мама масло на бутерброд. Пока этот герметик не вытащишь у него из канала закипевшего и задравшего мотора, не переубедишь. Выход из положения только один — заменять шланги. Конечно лучше на новые, родные. Однако иногда кажется, что это дорого, иногда просто не купить. Для ремонтных целей выпускается широкая гамма специальных шлангов со стальной спиралью внутри (рис. 19).
 |
| Рис. 19. Комплект ремонтных патрубков |
Конструкция шлангов позволяет придавать им любой изгиб. Цена их невелика и купить их теперь не очень сложно. Кроме того, для этих же целей могут быть применены фрагменты отечественных шлангов от всевозможных автомобилей и тракторов. Ассортимент их весьма широк, и с помощью выточенных переходников можно решить почти любую проблему.
ГЕРМЕТИКИ — бич и спасательный круг авторемонта. Без них сегодня невозможно представить ни один двигатель, но и несть числа моторам, загубленным неумелым применением герметиков. Более четырех лет назад ко мне попал в ремонт мотор магистрального грузовика RENAULT MAGNUM, у которого в мясо были перемолоты все вкладыши, и не подлежал восстановлению коленвал. И все это через сто километров после предыдущего ремонта мотора. Затраты на ремонт этого мотора даже сейчас вспоминать страшно. Причина? Слесари при ремонте, для чего-то решили уплотнить заглушки масляных каналов, подводящих смазку к коренным опорам, кроме медных шайб еще и герметиком.
Да еще и не пожадничали...Герметик этот (опять мой ненаглядный рыжий) мы обнаружили потом всюду, и в щелях разорванных вкладышей и даже в каналах подвода смазки к верхней головке шатуна.
Меня можно заподозрить в рекламе продукции LOCTITE, но я просто много лет назад нашел для себя и оценил качество продукции этой фирмы. А заниматься изучением рынка и проверкой качества и удобства пользования продукции иных производителей у меня нет ни времени, ни желания. Ведь есть же люди, которые предпочитают ездить только на Мерседесах.
Итак, герметики (неважно какого производителя) в зависимости от назначения подразделяются на твердые (обеспечивающие прочное сцепление сопрягаемых поверхностей), эластичные и нетвердеющие (позволяющие легко разъединять сопряжения). Безусловно, герметики для авторемонта должны быть масло-бензостойкими.
Печально славный силиконовый, рыжий герметик непонятного производителя при контакте с маслом или топливом превращается в слизь. Герметики LOCTITE специально разработаны для ремонта двигателей и совершенно не меняют своих свойств от контакта с техническими жидкостями. Единственный их недостаток — высокая цена (иногда и 500 рублей за небольшой тюбик). Однако высокая цена с лихвой окупается качеством.
Твердые герметики (типа Ultra Black) имеют, пожалуй, наиболее широкое применение. Часто их используют для повышения надежности прокладок, а иногда и вместо прокладок. В первом случае герметик наносят или очень тонким слоем или в виде очень тонкого валика диаметром 1–1,5 мм на обе стороны прокладки (рис. 20).
 |
| Рис. 20. Нанесение герметика |
Герметику дают пару минут схватиться на воздухе, а затем собирают узел. В случае если герметик используется вместо прокладки (например, при уплотнении масляного поддона), герметик наносят на обезжиренную поверхность поддона в виде валика диаметром 5–6 мм без разрывов, и обходя дополнительно отверстия под крепеж (рис. 21).
 |
| Рис. 21. Нанесение герметика на поддон |
Герметику дают схватиться на воздухе в течение 10–20 минут, после чего поддон монтируют на обезжиренную поверхность блока и слегка притягивают болтами так, чтобы слой герметика почти полностью, но не до конца сжался. После этого соединение выдерживается несколько часов и крепежные болты полностью затягиваются. Совершенно нелишним будет напомнить, что перед монтажом, прилегающий фланец поддона должен быть отрихтован до идеального прилегания, ибо ни один герметик не предназначен для компенсации халтуры.
Эластичные герметики применяют для соединений, которые приходится часто разбирать (например, для обслуживания) или просто для повышения надежности обычных прокладок. Часто эластичные герметики выпускаются в аэрозольной упаковке. Наиболее частое применение эластичных герметиков — соединение стыков и дополнительное усиление пробковых прокладок.
АНАЭРОБНЫЕ КЛЕИ ДЛЯ РЕМОНТНЫХ РАБОТ, к сожалению, часто тоже называют герметиками. Это, в свою очередь, многих провоцирует на то, чтобы использовать обычные герметики в качестве средства стопорения резьбовых соединений.
В таком способе кроется сразу несколько проблем, чреватых подчас очень тяжелыми последствиями. Прежде всего, следует сказать, что герметик, как и любая жидкость или аморфное вещество не сжимаем. Теперь рассмотрим несколько случаев из практики.
Затягивается передний болт коленчатого вала, который держит демпфер крутильных колебаний. Это очень тяжело нагруженное соединение, момент затяжки болта подчас достигает 20—50 кг.м , иначе слабо закрепленный демпфер повредит и себя и коленчатый вал и мотор в целом. Желая понадежнее собрать свой мотор, в отверстие намазывают герметик (опять тот же ненаглядный рыжий). Как всегда по принципу “каши маслом...”. Болт затягивается, но...он упирается в герметик, полностью заполнивший пространство под болтом. Далее известны два варианта развития событий. Первый — ремонтник затянул болт по динамометру и спокойно отдал клиенту машину. В течение недели в моторном отсеке нарастали посторонние звуки, на которые хозяин не обращал внимания. Когда же двигатель стал более чем странно работать, было уже поздно. Незатянутый демпфер съел конец коленвала, сам пришел в негодность. Второй вариант — ремонтник затянул болт как положено, но что-то заставило его проверить свою работу. И он увидел, что демпфер вроде бы как шевелится...Что в таких случаях надо делать? Ну конечно же подтянуть болт! Наверное динамометр подвирает...Ну и подтянул! Болт лопнул! В обоих случаях пришлось снимать мотор, извлекать коленвал...Затраты немалые. Известны также случаи совершенно непонятно зачем заложенного герметика в резьбовые отверстия для головочных болтов в блоке цилиндров. Результат —давлением герметика разорван блок.
Итак, надо прояснить этот вопрос. Для фиксации резьбовых соединений существуют специальные анаэробные клеи-фиксаторы. Анаэробные — это значит вступающие в действие в зажатом состоянии без доступа воздуха. В заводской упаковке (бутылочка-капельница) это густые, не засыхающие жидкости. Наносятся на резьбу клеи либо двумя-тремя маленькими капельками, либо на два-три витка резьбы (больше не надо!). После затягивания резьбового соединения в течение нескольких минут или часов жидкость превращается в стеклоподобную массу, препятствующую самоотворачиванию болта или гайки. Клеи-фиксаторы подразделяются на группы по прочности клеевого слоя. Менее прочные применяются для резьб малого размера или для ненагруженных соединений. Наиболее прочные, применяются для шпилек или ответственных соединений. Существуют также клеи самой высокой прочности для закрепления подшипников в прослабленных постелях. Однако никакой клей, никогда и ни при каких условиях, не восстановит и не заменит сорванную или изношенную резьбу. От этой мысли надо сразу и навсегда отказаться.